

包头数控角铁法兰自动焊设备来电咨询「在线咨询」
2022-05-31





数控角铁法兰自动焊设备的注意事项
注意一:输入电压过高时请不要使用数控角铁法兰自动焊设备。
注意二:机器内部及感应圈必须通水冷却,环缝焊机,且保证水源清洁,以免阻塞冷却管道,角钢法兰自动焊接设备,造成机器过热损坏。
注意三:、冷却水水温不要太高,应低于45℃为好。
注意四:安装感应圈时不要使用防水生料带,以免电连接不好。
注意五:勿将感应圈锡焊改成铜焊、银焊。
小编为大家介绍的我公司生产的数控角铁法兰自动焊设备一款率,的自动焊接机。广泛应用于汽车、园林机械、工程机械、压力容器、太阳能热水器、消防器材、机械制造、建筑、纺织等领域。我们坚持售前详细了解客户产品及需求,协助客户选型,根据特殊要求设计控制软件及工装;售中坚持安装达标、调试到位、培训到人,售后到位,及时回复。希望能够对大家有所帮助。

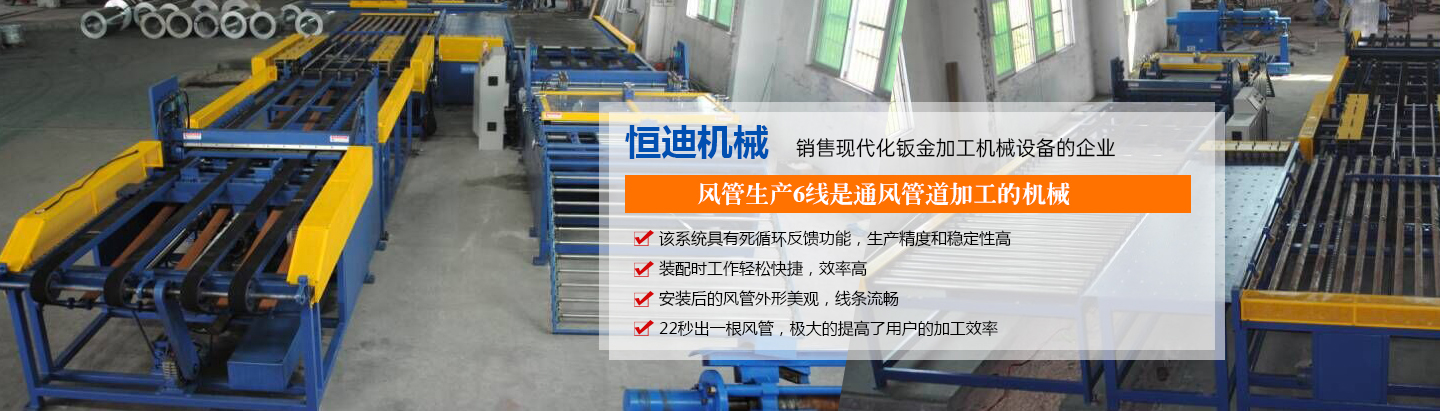
一:风管与零配件的咬口缝应密不可分、总宽应一致;钣金折弯应竖直,异型弧形应匀称;两边面平行面。风管无显著歪曲与翼角;表层应整平,凸凹不超11mm。
二:风管密封性处要严实,不允许有漏抹胶的状况产生。单枪角铁法兰自动焊生产线
三:风管外公称直径或外面长的容许误差:当小于或等于300mm时,为3mm;当超过300mm时,为2mm。支管平整度的容许误差为3mm,矩形框风管两根直线长短之差不可超过2mm;环形法兰随意正交和两直徑之差不可超过3mm。
四:风管当场拼接时,路面应整平并铺装细木工板,避免热镀锌层毁坏;风管堆积应整平,防止磕磕碰碰。风管外型无比较严重刮痕,表层无污垢(如密封剂残迹等)。 同口径风管法兰角孔管理中心间距误差应在2mm之内。





